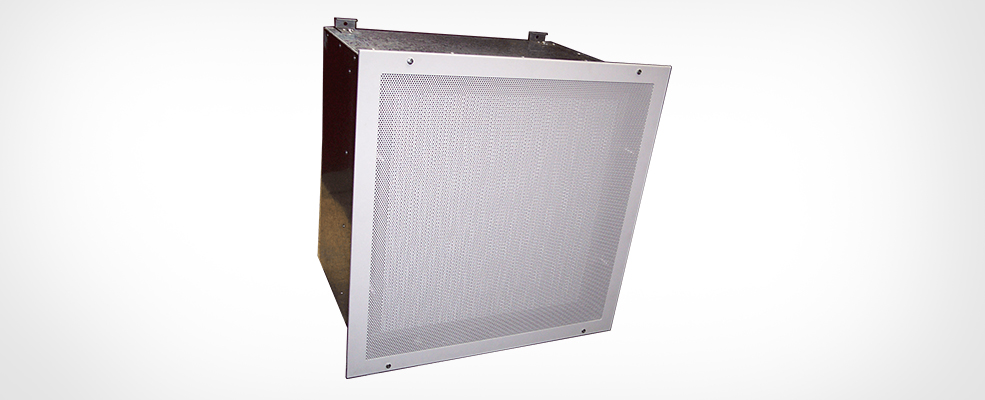
Laminar Air Flow Units, integral to HVAC systems , create controlled environments in clean rooms by delivering a consistent flow of filtered air. They play a particular role in eliminating particles and ensuring stringent cleanliness standards in pharmaceuticals, electronics manufacturing, and biotechnology. These units maintain precise air movement to safeguard sensitive processes and product integrity.
How it works
- Vertical Laminar Air Flow Units: Direct filtered air downward uniformly, creating a sterile workspace below to prevent airborne particles from entering critical areas.
- HEPA Filters: Used in both unit types to remove particles and microorganisms from incoming air, ensuring a controlled and sterile environment.
Application
- Pharmaceutical Laboratories: This upholds rigorous air quality standards crucial for ensuring the purity and safety of pharmaceutical products during research and production. They create controlled environments that prevent contamination and maintain product integrity.
- Semiconductor Manufacturing Units: Laminar Air Flow Units play a pivotal role in controlling cleanroom conditions to eliminate microscopic contaminants. This ensures optimal performance and reliability of electronic components, safeguarding against potential defects.
- Hospital Operating Rooms: This regulates air quality in hospital operating rooms to minimize infection risks and maintain sterile environments essential for safe surgical procedures. They create a controlled airflow that prevents airborne particles from compromising patient safety and recovery.

An Operation Theatre Laminar (OT Laminar), integrated into HVAC systems, in particular medical facilities, especially operation theatres, ensuring sterile environments for surgical procedures. It delivers controlled, filtered airflow to reduce infection risks, maintaining optimal surgical conditions. This specialized equipment supports patient safety and procedural integrity by minimizing airborne pollutants during surgeries.
How it works
- The OT Laminar directs filtered air in a unidirectional flow over the surgical area, creating a zone of ultra-clean air.
- High-efficiency particulate air (HEPA) filters remove airborne particles and microorganisms, ensuring sterility in the surgical field.
- Laminar airflow maintains positive pressure within the operation theatre, preventing external contaminants from entering.
- OT Laminars are integral to infection control protocols, enhancing patient safety and surgical outcomes.
Application
- Hospitals: This ensures sterile conditions in operation theatres by delivering controlled, filtered airflow that reduces infection risks and supports optimal surgical environments.
- Clinics: Here OT Laminars maintain high air quality to enhance patient comfort and prevent infections. By controlling airborne contaminants, they contribute to a safe and hygienic environment for medical procedures and consultations.
- Surgical Centers: These are essential in surgical centers to maintain air purity and support sterile conditions critical for successful surgical outcomes. By directing ultra-clean air over the surgical area and using HEPA filters to remove airborne particles, they uphold strict infection control protocols and ensure procedural integrity.

Heating Ventilation and Air Conditioning (HVAC) systems include Air Flow Units, integral to Clean Room Equipment, regulating airflow patterns crucial for cleanliness and particle control. These specialized components ensure uniform distribution of filtered air, maintaining stringent cleanliness standards in clean room environments. They support optimal conditions for sensitive processes by effectively managing airflow and purity.
How it works
- Air Flow Units draw air through HEPA (High-Efficiency Particulate Air) or ULPA (Ultra-Low Penetration Air) filters to eliminate contaminants.
- Filtered air is directed into the clean room via specialized air diffusers or ceiling panels.
- This creates laminar or turbulent airflow patterns, reducing particle deposition and adhering to industry cleanliness standards.
- Properly engineered Air Flow Units control air velocity, pressure differentials, and air change rates to prevent contamination.
Application
- Pharmaceutical Manufacturing Units: Here HVAC systems ensure controlled air quality, safeguarding product integrity and compliance with stringent regulatory standards in pharmaceutical manufacturing. They maintain clean room environments essential for the production of pharmaceutical products.
- Semiconductor Fabrication: Air Flow Units play a crucial role in maintaining ultra-clean environments. They prevent microscopic particle interference with sensitive electronic components, ensuring high-quality semiconductor production and reliability.
- Biotechnology Units: These are essential in biotechnology units to control air purity and maintain sterile conditions crucial for handling delicate biological materials. They support research and production processes by minimizing the risk of contamination and ensuring consistent experimental results.
- Nanotechnology Units: Air Flow Units regulate air quality to prevent contamination of precise nano-scale processes. They are vital for advancing technological innovations by maintaining controlled environments that meet the exacting requirements of nanotechnology research and production.
HEPA (High-Efficiency Particulate Air) Modules are essential elements of Heating Ventilation and Air Conditioning (HVAC) systems within Clean Room Equipment. These modules feature a HEPA filter enclosed in a dedicated housing, effectively eliminating airborne particles like dust, microbes, and allergens. They play a pivotal role in maintaining clean room environments by ensuring that incoming air meets strict cleanliness standards, which is crucial for sensitive processes and product integrity.
How it works
- Air passes through the HEPA filter within the module, trapping particles larger than 0.3 microns with high efficiency (typically 99.97% or higher).
- Filtered air is released into the clean room environment, ensuring minimal particle contamination.
- HEPA Modules are integral components of HVAC systems or standalone units, providing reliable air purification.
- They safeguard sensitive processes and products by preventing airborne contaminants.
Application
- Pharmaceutical Industries: This maintains sterile conditions in pharmaceutical facilities, crucial for ensuring product purity and compliance with stringent regulatory standards. They effectively remove airborne particles to safeguard the integrity of pharmaceutical products.
- Biotechnology Units: HEPA Modules control air quality to protect delicate biological processes and maintain research integrity. They play a vital role in preventing contamination and ensuring consistent experimental outcomes.
- Electronics Manufacturing Units: This is essential in electronics manufacturing to prevent microscopic particle interference. They uphold quality standards by purifying the air and minimizing contaminants that could affect the performance and reliability of electronic components.
- Medical Device Production Units: HEPA Modules regulate air purity to maintain sterile manufacturing environments. They contribute to the safety and reliability of medical equipment by controlling airborne contaminants and ensuring compliance with stringent cleanliness requirements.

A Cross Over Bench, essential for clean room environments, ensures contamination prevention and cleanliness maintenance. It offers a designated transfer area for HVAC technicians to move between different clean room zones without compromising air quality or sterility. This specialized equipment supports stringent cleanliness standards by minimizing airborne particulates and microbial contamination during personnel movement.
How it works
- Personnel steps onto the Cross Over Bench within the HVAC system, featuring a stainless steel or non-porous surface for easy cleaning.
- The bench includes shoe cleaners or sanitizing stations to remove particles and contaminants from footwear before entering the clean room.
- Some Cross Over Benches integrate HEPA filters or air curtains to capture airborne particles, enhancing cleanliness.
- This controlled transfer process minimizes contamination risks from external areas, preserving the clean room environment's integrity.
Application
- Pharmaceutical Manufacturing Industries: Cross Over Benches ensure air purity in pharmaceutical manufacturing facilities, maintaining product integrity and meeting stringent regulatory standards. They provide a controlled transfer area to minimize contamination risks during personnel movement between clean room zones.
- Biotechnology Units: In biotechnology units, Cross Over Benches control air quality to protect sensitive biological processes and research integrity. They facilitate a contamination-free transfer process for personnel, ensuring clean room environments remain pristine and conducive to reliable experimental outcomes.
- Semiconductor Fabrication Units: Crucial in semiconductor fabrication units to maintain ultra-clean environments. They prevent microscopic contaminants from affecting electronic components by providing a controlled area for personnel transfer, equipped with features like HEPA filters or air curtains to enhance cleanliness.
- Food Processing Units: This regulate air quality to ensure food safety and hygiene standards are met during production processes. They facilitate a clean transfer area for personnel, incorporating shoe cleaners or sanitizing stations to remove contaminants before entering critical production zones.
A Garment Cubicle is an essential component for cleanroom environments, providing secure storage for cleanroom garments and accessories. Designed to maintain cleanliness, it offers a controlled environment to prevent contamination of garments before use by HVAC technicians. This specialized storage unit helps uphold stringent cleanliness standards by minimizing the risk of particulate and microbial contamination, ensuring garments are kept in optimal condition for use in cleanroom operations.
How it works
- Garment Cubicals maintain a controlled environment with low particle count and controlled humidity levels, ensuring the integrity of cleanroom garments within the heating ventilation and air conditioner.
- Workers enter the cubical to change into clean garments, minimizing the introduction of contaminants.
- The cubical often includes features like air showers or HEPA-filtered air jets to further reduce airborne particles when garments are accessed.
- This process ensures that workers are properly attired in clean garments, crucial for maintaining the sterility required in cleanroom envi.ronments.
Application
- Pharmaceutical Manufacturing Industries: Garment Cubicles maintain strict air quality standards in pharmaceutical manufacturing, ensuring product safety and efficacy in compliance with rigorous regulatory requirements. They provide a controlled environment for storing cleanroom garments, minimizing contamination risks and preserving product integrity.
- Biotechnology Units: It control air purity to safeguard delicate biological processes and maintain research integrity. They play a critical role in preventing contamination of cleanroom garments, ensuring consistent experimental outcomes and reliable research results.
- Semiconductor Fabrication Units: In semiconductor fabrication, units ensure ultra-clean environments by minimizing the introduction of contaminants to sensitive electronic components. They uphold stringent cleanliness standards to prevent microscopic particle interference and maintain the quality and reliability of semiconductor products.
- Medical Device Production Units: Garment Cubicles regulate air quality to create sterile conditions for manufacturing precise and safe medical equipment. They facilitate the storage of cleanroom garments under controlled environmental conditions, crucial for meeting cleanliness requirements and ensuring product sterility.

A Static Pass Box, integral to HVAC systems, facilitates material transfer between environments with varying cleanliness levels without contaminating clean room environments. It ensures clean room integrity by minimizing particle transfer during material exchanges. This specialized Clean Room Equipment enhances operational efficiency and maintains stringent cleanliness standards by preventing contamination risks during material handling processes.
How it works
- The Static Pass Box features double doors (one on each side) in the HVAC system , preventing simultaneous opening to avoid direct airflow between the clean room and the external environment.
- Materials are placed inside one door, which is closed and locked securely.
- The internal environment undergoes decontamination using methods such as UV light or HEPA filtration before the opposite door can be opened for transfer into the clean room.
- This stringent process ensures that only properly sanitized items enter the controlled environment, maintaining high cleanliness standards and minimizing the risk of particle contamination.
Application
- Pharmaceutical Manufacturing Industries: This ensures air quality compliance with stringent regulatory requirements in pharmaceutical manufacturing. They prevent particle transfer during material exchanges, maintaining clean room integrity crucial for safe and effective drug production.
- Biotechnology Units: In biotechnology units, Static Pass Boxes control air purity to protect sensitive biological processes and maintain research integrity. They facilitate safe material transfers while minimizing contamination risks, ensuring consistent experimental outcomes.
- Semiconductor Fabrication Units: In semiconductor fabrication, units ensure ultra-clean environments by minimizing the introduction of contaminants to sensitive electronic components. They uphold stringent cleanliness standards to prevent microscopic particle interference and maintain the quality and reliability of semiconductor products.
- Electronics Manufacturing Units: Static Pass Boxes maintain ultra-clean environments in electronics manufacturing to prevent microscopic contaminants from affecting electronic components' performance. They enhance operational efficiency by securely transferring materials without compromising cleanliness standards.
- Research Laboratories: Air quality in research laboratories, supporting diverse scientific experiments and maintaining consistent environmental conditions for accurate results. They facilitate controlled material transfers, minimizing particle contamination and ensuring the reliability of research outcomes.

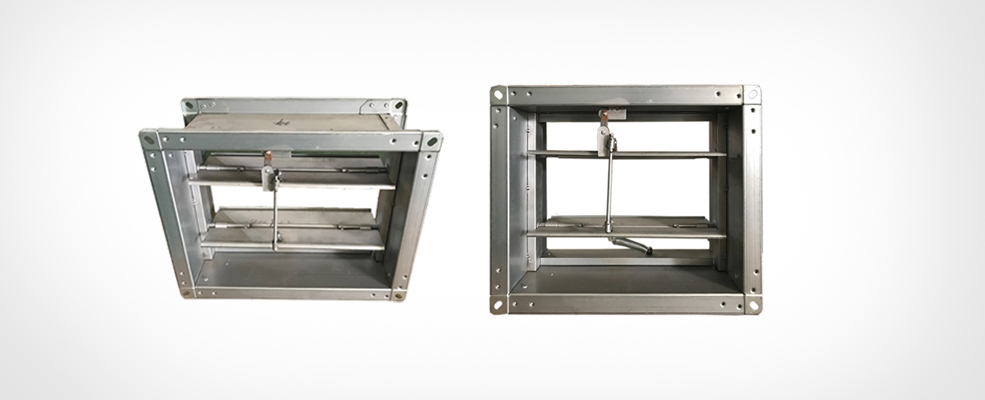
A Dynamic Pass Box, integral to HVAC systems, facilitates material transfer between varying cleanliness zones within clean rooms and controlled environments. It includes interlocking doors that prevent cross-contamination and uphold environmental integrity by maintaining cleanliness levels. This specialized equipment enhances operational efficiency and meets stringent cleanliness standards by minimizing the risk of particle transfer during material exchanges.
How it works
- Operated by personnel, the HVAC-integrated Dynamic Pass Box facilitates the transfer of materials between areas with varying cleanliness levels.
- It features two interlocking doors: one facing the less clean area and the other facing the cleaner area, ensuring only one door opens at a time to preserve zone cleanliness.
Application
- Pharmaceutical Manufacturing Industries: Dynamic Pass Boxes maintain stringent air quality in pharmaceutical facilities, safeguarding the production environment to ensure pharmaceutical products meet regulatory standards for purity and safety. They minimize the risk of contamination during material transfer between different cleanliness zones.
- Biotechnology Units: In biotechnology units, Dynamic Pass Boxes control air purity to protect delicate biological processes and maintain the integrity of genetic research. They facilitate safe material transfer without compromising the cleanliness of controlled environments critical to biotechnological advancements.
- Semiconductor Fabrication Units: Dynamic Pass Boxes in semiconductor fabrication units ensure ultra-clean environments essential for precision manufacturing. They prevent microscopic particle contamination during material exchanges, safeguarding the reliability and performance of semiconductor components.
- Research Laboratories: This regulates air quality to support diverse scientific experiments and maintain consistent environmental conditions. They facilitate controlled material transfers between different cleanliness zones, ensuring accurate and reliable research outcomes by minimizing cross-contamination risks.